Innovation Masterminds & Authors:
Md. Shazzad Hossain Nabil*, Mejbaul Haque Utsho, Saad Hussain, Mehrab Hossain Maharaz (BUFT)
Factory Supervisor:
Md. Nazrul Amin, Sr. Manager – Dyeing, HAMS Garments Ltd.
💡 Key Insights
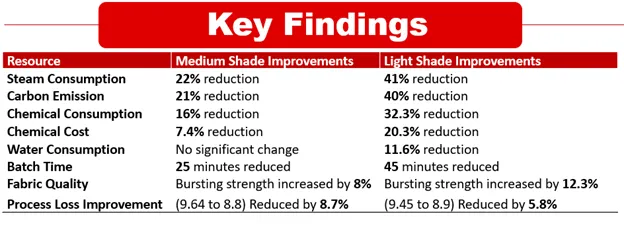
- Steam consumption was reduced by 21.9% in medium shade and 41.6% in light shade through low-temperature pretreatment and process optimization.
- Chemical consumption decreased by 16.0% in medium shade and 32.3% in light shade due to the use of multifunctional chemicals and reduced auxiliary requirements.
- Water consumption in the light shade process was reduced by 11.6%, while batch processing time decreased by 6.0% (medium shade) and 11.8% (light shade).
- Despite significant reductions in resource consumption and carbon emissions (21.1% in medium shade and 40.4% in light shade), fabric quality was maintained, with improved bursting strength and comparable color fastness.
📄 Abstract
The textile industry is under increasing pressure to transition toward sustainable, resource-efficient manufacturing. Conventional cotton reactive dyeing is highly resource-intensive, relying on extreme temperature processing and massive volumes of auxiliary chemicals, leading to elevated carbon emissions, effluent loads and production costs.
This study presents a re-engineered, low-temperature, low chemical dyeing framework for 100% cotton single jersey fabrics using multifunctional chemical substitutes. By introducing a multifunctional detergent (MD) and alkali substitute (AS), the pre-treatment temperature was lowered to 80°C. During the dyeing phase, a novel soda substitute (Dyebath Soaping Chemical) reduced soda ash usage by up to 90% and enabled chemical-free soaping.
Industrial-scale trials for light and medium shades demonstrated profound resource optimization. For medium shades, steam consumption decreased by 21.9%, overall chemical consumption dropped by 16% and carbon emissions were reduced by 21%. Light shade trials exhibited even greater efficiencies, with steam dropping by 41.6%, chemical consumption by 32.3% and water usage by 11.6%. Crucially, fabric quality was not compromised; color fastness remained excellent and bursting strength increased by 8–12%.
Financial projections for a 30 ton/day capacity indicate annual savings of approximately Tk 11.71 million and a carbon footprint reduction of 1.11 million kg CO2. This re-engineered process offers a highly scalable, economically viable and ecologically sound solution aligned with UN Sustainable Development Goals (SDGs 6, 7, 12 and 13).
Behind the Scenes



